

台阶仪探针的使用寿命并没有一个固定的标准,因为它受到多种因素的影响,如探针的材质、制造工艺、使用频率、测量环境以及操作方式等。一般来说,如果台阶仪探针得到正确的使用和维护,其使用寿命可能会相对较长。

通过正确使用、定期清洁、保养和存放维护,可以有效延长KOSAKA台阶仪的使用寿命,保证其测量结果的准确性和可靠性。

在汽车、机械加工等行业,粗糙度仪、轮廓仪和粗糙轮廓一体机是常用的三种设备。
台阶仪的工作原理,有哪些种类,主要特点是什么。

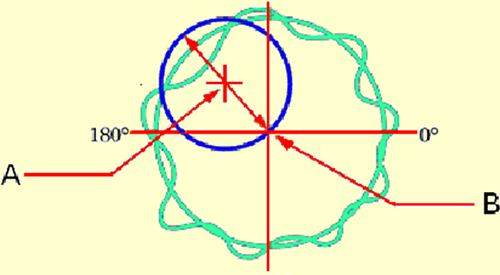
导读:圆度仪广泛应用于汽车、机械加工等行业,能够帮助企业进行有效的质量管控。本文主要介绍圆度仪的基本常识、操作规范和使用方法,并介绍Kosaka系列圆度仪设备。文章转载自东莞市中科计量科技有限公司(http://www.zk813.com/jlzs/xyxw/3489.html),如有侵权,请随时联系我司删除,谢谢。
导读: 形位公差是什么?如何定义?本文中,Kosaka小坂研究所的工程师将为您及进行专业的解答。

轮廓仪是哪种测量仪器?轮廓仪采用激光扫描技术,具有高频,高精度的优点。它可以准确,快速地测量和验证物体的轮廓,二维尺寸和二维位移,并且具有很强的环境适应性。轮廓仪是精密测量仪器,在铁路工业被广泛使用。

圆度仪广泛应用于汽车、机械加工等行业,能够帮助企业进行有效的质量管控。本文主要介绍作为与汽车及发动机密切相关的重要配件——活塞,以及Kosaka圆度仪 EC1850P在其质量管控方面的应用。
台阶仪广泛应用于液晶面板及半导体等行业,能够帮助企业进行有效的镀层厚度管控。本文主要介绍目前液晶面板行业用途比较广泛的ITO Film ITO厚度检测设备kosaka台阶仪ET4000LPX。

表面粗糙度,直接影响机器的使用寿命.正确理解表面粗糙度的概念,合理地选择表面粗糙度的评定参数及数值对保证机器的功能要求、提高经济效益十分重要.

日本三鹰光器非接触式光学测量仪器MLP系列在测量丝锥轮廓测量方面的应用,展示该设备如何通过点激光自动对焦的方式测量出不规则的丝锥圆周轮廓。
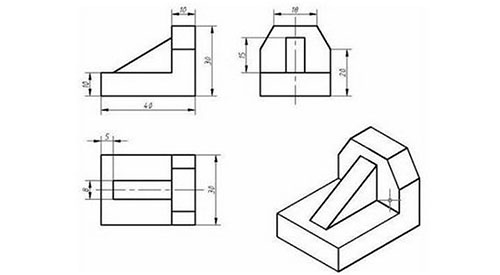
机械制造行业的同仁在工作的时候,都是要先学会看图的,看图呢,首先又是会看懂三视图。那么什么是三视图呢?本文将结合KOSAKA台阶仪的三视图,为大家进行初步的介绍。
